Leírás a Polymaker Panchroma CoPE fekete
A Polymaker Panchroma CoPE filament jelentős technológiai előrelépést
jelent a 3D nyomtatási anyagok területén, amely innovatív, kopolészter
alapú formulájának köszönhetően túllépi a hagyományos hőre lágyuló
műanyagok korlátait. Ezt az anyagot, amelyet korábban Panchroma Regular
néven ismertek, azzal a céllal fejlesztették ki, hogy a felhasználók
számára a nagy sebességű nyomtatás, a kiváló felületi minőség és a kibővített tervezési lehetőségek kivételes kombinációját nyújtsa,
jelentősen meghaladva a standard PLA filamentek képességeit. Az anyag
kopolészter szerkezete biztosítja a mechanikai tulajdonságok, a termikus
stabilitás és a feldolgozhatóság optimális egyensúlyát, ami lehetővé
teszi az akár 400 mm/s nyomtatási sebesség elérését a végtermék
minőségének feláldozása nélkül. Ez a sebesség többszörös
termelékenységnövekedést jelent a konvencionális anyagokhoz képest,
amelyek jellemzően 60–100 mm/s körüli maximális sebességet érnek el,
így ez a filament ideális választás a gyors prototípusgyártást vagy kis
sorozatú gyártást igénylő környezetek számára. E fejlett kopolészter
kémiai összetételét kiterjedt kutatás-fejlesztés során optimalizálták,
amely különféle polimer formulák és adalékanyagok tesztelését foglalta
magában az ideális tulajdonságkombináció elérése érdekében.
A kopolészter bázis különböző észter monomerek kifinomult
kombinációja, amelyek kondenzációs polimerizációval kapcsolódnak hosszú
polimer láncokká. Ez az eljárás egyedülálló molekuláris
architektúrájú anyagot hoz létre, ahol a különböző monomer egységek
váltakozása megtöri a homopolimerekre jellemző szabályos
kristályszerkezetet, ami jobb feldolgozhatóságot és szélesebb nyomtatási
hőmérséklet-tartományt eredményez. A kapott anyag a hagyományos
anyagokhoz képest lényegesen jobb áthidalási (bridging) és
túllógás-képzési (overhang) képességgel rendelkezik, ami tágítja a konstrukciós tervezés lehetőségeit, és számos alkalmazásnál
szükségtelenné teszi a tartószerkezetek használatát. Ez a továbbfejlesztett geometriai rugalmasság az anyag olvadás közbeni
optimalizált reológiai tulajdonságaiból adódik, amelyek pontosabb kontrollt
tesznek lehetővé a polimer áramlása és a lerakás során történő
megszilárdulása felett. Az anyag feldolgozási hőmérsékleti ablaka 190 °C
és 230 °C közötti nyomtatási hőmérsékleten mozog, ami jelentős
rugalmasságot biztosít a különböző típusú nyomtatókhoz és az egyes
projektek specifikus igényeihez való alkalmazkodáshoz. Az ezen belüli
alacsonyabb hőmérsékletek, jellemzően 190 °C és 205 °C között, finom
részletekhez és vékony falakhoz alkalmasak, ahol fontos a méretpontosság
és a szálhúzás (stringing) minimalizálása.
A 210 °C és 220 °C körüli közepes hőmérsékletek optimális
kompromisszumot jelentenek a nyomtatási sebesség és a felületi minőség
között, míg a magasabb, akár 230 °C-os hőmérsékletek maximális
anyagáramlást tesznek lehetővé a nagy sebességű alkalmazásokhoz vagy
masszív objektumok nyomtatásához. A fűtött asztal hőmérsékletét
25 °C és 60 °C közé kell beállítani, az optimális érték jellemzően
40 °C és 50 °C között mozog az első réteg ideális tapadásának
biztosítása érdekében. Ez a széles üzemi hőmérséklet-tartomány
lehetővé teszi a felhasználók számára a nyomtatási paraméterek
finomhangolását a konkrét igényeknek megfelelően, legyen szó a gyártási
sebesség maximalizálásáról vagy a lehető legmagasabb felületi minőség
eléréséről. A Panchroma CoPE anyag egyik legfontosabb jellemzője a nyomtatóasztalhoz való rendkívül erős tapadása, amely egy kétélű
fegyver, és specifikus megközelítést igényel a feldolgozás
során. Ez a kivételes tapadás több tényező kombinációjának
eredménye, beleértve a polimer láncban lévő észtercsoportok poláris
jellegét, amelyek erős dipól-dipól kölcsönhatásokat hoznak létre az
asztal felületével, valamint az olvadék optimalizált viszkozitását, amely
lehetővé teszi a felület tökéletes nedvesítését az első réteg
felvitelekor. Bár ez a tulajdonság hatékonyan kiküszöböli a nyomtatás
közbeni deformációt és a modell leválását – ami gyakori probléma a nagy vagy vékony falú objektumoknál –, egyúttal jelentős nehézségeket
is okozhat a kész tárgyak nyomtatófelületről való eltávolításakor.
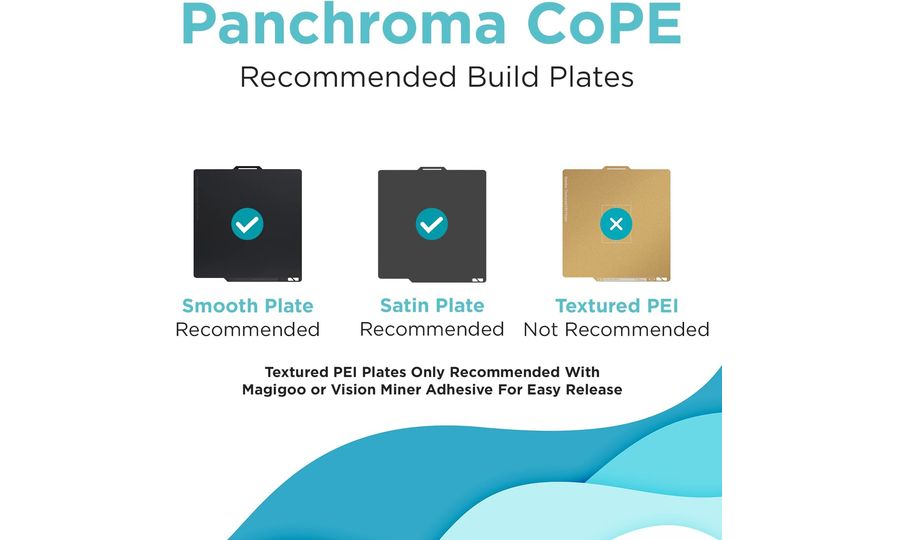
Az anyag különösen erős affinitást mutat a texturált vagy strukturált
PEI lapokhoz, ahol a tapadás olyan intenzív lehet, hogy az eltávolítási
kísérlet során fennáll mind a nyomat, mind maga a nyomtatóasztal
sérülésének veszélye. E rendkívüli tapadás mechanizmusa a kopolészter molekuláris szerkezetével és azzal a képességével függ
össze, hogy erős molekulák közötti kölcsönhatásokat alakít ki a PEI
anyag felületével. A nyomtatási hőmérsékleten a polimer láncok
részleges interdiffúziója megy végbe a filament és az asztal közötti
érintkezési felületen, ami szinte állandó kötést hoz létre. E hatás
minimalizálása érdekében kritikus az ajánlott eljárások betartása,
beleértve a megfelelő választóanyagok használatát és a nyomat alapos,
szobahőmérsékletre való lehűtését az eltávolítás előtt, amikor is az
anyag termikus összehúzódása segíti a természetes leválást az
asztalról. A Panchroma CoPE anyag jelentős korlátja a hagyományos PLA
filamentekkel való inkompatibilitása a többanyagos (multi-material)
nyomtatás során. A kopolészter és a politejsav eltérő kémiai természete
nem megfelelő rétegek közötti tapadáshoz vezet ezen anyagok között, ami
lehetetlenné teszi hatékony kombinálásukat egyetlen nyomatban.
Ez a tapadáshiány azonban paradox módon előnyt jelent, ha a Panchroma
CoPE-t eltávolítható tartóanyagként (support) használják PLA nyomatokhoz,
ahol az anyagok közötti gyenge kötés megkönnyíti a támasztékok későbbi
eltávolítását a fő objektum sérülése nélkül. Ez a kettős
karakter bővíti az anyag alkalmazási lehetőségeit, és további
rugalmasságot biztosít a felhasználóknak az összetett nyomtatási projektek
tervezésekor. Az optimális nyomtatási eredményekhez szükséges
retrakciós beállítások az adott nyomtatóban használt extruder típusától
függenek. Direct drive konfiguráció esetén 1 mm-es retrakciós távolság
javasolt 20 mm/s sebesség mellett, ami minimalizálja a fúvóka
eldugulásának kockázatát, miközben tiszta nyomtatást biztosít
nemkívánatos szálazás nélkül. A motor és a fúvóka közötti nagyobb
távolsággal rendelkező bowden rendszerekhez 3 mm-es retrakciós távolság
és 40 mm/s sebesség megfelelő, ami kompenzálja a bowden cső
rugalmasságát és biztosítja az anyagáramlás pontos szabályozását.
A hűtőventilátor használata nyomtatás közben ajánlott a túllógások
és a finom részletek optimális minősége érdekében, a hűtés intenzitása
pedig a nyomtatott geometria összetettségének megfelelően módosítható. Ha
az anyag a tárolás során nedvességet szív fel a levegőből – ami az
extrudálás során jelentkező pattogásban vagy romló felületi minőségben
nyilvánulhat meg –, javasolt a szárítás 55 °C-on 6 órán
keresztül.
Ez a folyamat helyreállítja az anyag optimális nyomtatási tulajdonságait
azáltal, hogy eltávolítja az elnyelt nedvességet, amely a polimer láncok
hidrolízisét és a mechanikai tulajdonságok romlását okozhatná.
A rendszeres szárítás különösen fontos magas relatív páratartalmú
környezetben vagy nyitott tekercsek hosszú távú tárolása esetén.
A Polymaker minőségellenőrzési rendszere szigorú tesztelési
protokollok és spektroszkópiai elemzések révén biztosítja az anyagszín
állandóságát és homogenitását a gyártási tételek között.
Minden tekercs alapos ellenőrzésen esik át, amely magában foglalja a szálátmérő mérését, a mechanikai tulajdonságok tesztelését és a vizuális ellenőrzést a hibák mentességének biztosítása érdekében. Az
eredmény egy rendkívül egyenletes tulajdonságokkal rendelkező anyag, amely
kiszámítható és megismételhető eredményeket nyújt a projekt méretétől
függetlenül, a kis művészeti alkotásoktól a nagyszabású ipari
alkalmazásokig. A filament csomagolása tükrözi a Polymaker
elkötelezettségét a környezeti fenntarthatóság iránt a teljesen
újrahasznosítható anyagok használatával. Minden 1 kg tömegű tekercs
újrahasznosított kartonból készül, megerősített élekkel, amelyek
megakadályozzák a sérülést és a rétegződést a kezelés és
tárolás során.
A tekercs éleinek speciális bevonata kiküszöböli a kartonanyagokra
jellemző porképződést, és egyúttal biztosítja a kompatibilitást az
automata anyagváltó rendszerekkel, mint például a Bambu Lab AMS.
A filamentet precíziós, csomómentes tekercselési technológiával
tekercselik, és vákuumcsomagolják egy visszazárható, simítózáras
tasakba, amely szárítószert is tartalmaz, garantálva az anyag optimális
állapotát a szállításkor és a tárolás során. Az 1,75 mm-es
szálátmérő szigorú tűréshatárral biztosítja a konzisztens
anyagáramlást és a kompatibilitást a modern FDM és FFF 3D nyomtatók
túlnyomó többségével. Ez a szabványosítás lehetővé teszi az anyag
egyszerű integrálását a meglévő gyártási folyamatokba jelentős hardver-
vagy szoftvermódosítások nélkül. Az anyagot a legtöbb elterjedt
szeletelő program (slicer) alapbeállításaihoz optimalizálták, ami
egyszerűsíti a nyomtatás előkészítését és csökkenti a belépési
küszöböt a hagyományos PLA anyagokról átálló felhasználók
számára. A Panchroma CoPE alkalmazási spektruma a felhasználási
módok széles skáláját öleli fel a funkcionális prototípusoktól a végtermékeken át a speciális műszaki alkalmazásokig.
A nagy kopásállóság és a mechanikai szilárdság ideálissá teszi az
anyagot mechanikai igénybevételnek kitett alkatrészek, például
fogaskerekek, csapágyak vagy szerkezeti elemek létrehozásához. A kiváló
felületi minőség további utómunka nélkül lehetővé teszi esztétikus
alkatrészek közvetlen gyártását fogyasztói termékekhez. A nagy
sebességű nyomtatási képesség jelentősen növeli a termelékenységet és
csökkenti a gyártási költségeket, ami vonzóvá teszi az anyagot a kis
sorozatú gyártás és a gyors prototípusgyártás számára.
A Panchroma CoPE alkalmazásának gazdasági perspektívája kedvező arányt
mutat a kezdeti befektetés és a hosszú távú megtakarítások között a megnövekedett termelékenységnek és a csökkent hibaaránynak
köszönhetően. Az akár 400 mm/s sebességű nyomtatás lehetősége a standard anyagokhoz képest több mint 50 százalékos gyártási
időcsökkenést jelenthet, ami jelentősen csökkenti az energiaköltségeket
és a berendezések amortizációját. A továbbfejlesztett áthidalási és
túllógási képességek csökkentik a tartószerkezetek iránti igényt, ami
anyagot takarít meg és kiküszöböli az időigényes utómunkálatokat. Ezen
tényezők kombinációja a Panchroma CoPE anyagot gazdaságilag előnyös
választássá teszi a professzionális felhasználók és a 3D nyomtatási
projektjeikben maximális teljesítményt és megbízhatóságot kereső
rajongók számára egyaránt.
Tulajdonságok:
- Anyag: kopolészter (CoPE)
- Szín: Black (Fekete)
- Szálátmérő: 1,75 mm
- Átmérő tűréshatára: ±0,02 mm
- Súly: 1000 g
- Nyomtatási hőmérséklet: 190 °C – 230 °C
- Asztalhőmérséklet: 25 °C – 60 °C
- Ajánlott asztalhőmérséklet az optimális tapadáshoz: 40 °C –
50 °C
- Maximális nyomtatási sebesség: 400 mm/s
- Hűtés: bekapcsolt ventilátor ajánlott
- Retrakció direct drive esetén: 1 mm távolság, 20 mm/s sebesség
- Retrakció bowden rendszer esetén: 3 mm távolság,
40 mm/s sebesség
- Szárítási beállítások: 55 °C-on 6 órán át
nedvességfelvétel esetén
- Kompatibilitás többanyagos rendszerekkel: Bambu
Lab AMS
- Kompatibilitás PLA-val többanyagos nyomtatásban: nem (gyenge
tapadás)
- Tartóanyagként (support) való használat PLA-hoz: igen
- Tapadás az asztalhoz: nagyon erős
- Ajánlott nyomtatófelületek: sima vagy szatén lap
- Nem ajánlott felületek: texturált PEI lapok
- Ajánlott elválasztó/tapadássegítő anyagok: Magigoo Original,
Vision Miner
- Kopásállóság: magas
- Áthidalási képesség: továbbfejlesztett
- Túllógás-képzési képesség: továbbfejlesztett
- Tekercs típusa: újrahasznosítható karton, megerősített élekkel
- Kompatibilitás: minden nyitott FDM/FFF 3D nyomtató
- Csomagolás: vákuumcsomagolva, visszazárható simítózáras tasakban
- Tanúsítás: megfelel a 3D nyomtatási anyagokra vonatkozó
szabványoknak

 Česko
Česko Slovensko
Slovensko Deutschland
Deutschland România
România България
България Polska
Polska Slovenija
Slovenija